

其它结构零件的加工
1.浇口套的加工
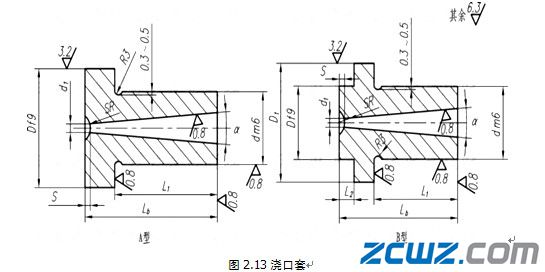
常见的浇口套有两种类型,如图2.13所示的A型和B型。一般采用碳素工具钢T8A制造,局部热处理,硬度HRC57左右。
与一般套类零件相比,浇口套锥孔小(其小端直径一般为3~8mm),加工较难,同时还应保证浇口套锥孔与外圆同轴,以便在模具安装时通过定位环使浇口套与注射机的喷嘴对准。
2.侧型芯滑块的加工
当注射成型带有侧凹或侧孔的塑料制品时,模具必须带有侧向分型或侧向抽芯机构,如图2.10(c)、(b)所示。在侧型芯滑块上装有侧向型芯或成型镶块。侧型芯滑块与滑槽可采用不同的结构组合,如图2.15所示。

表2-10加工浇口套的工艺过程

结构分析:侧型芯滑块是侧向抽芯机构的重要组成零件,注射成型和抽芯的可靠性需要它的运动精度保证。滑块与滑槽的配合特性常选用H8/g7或H8/h8,其余部分应留有较大的间隙,两者配合面的粗糙度Ra<0.63~1.25μm。滑块材料常采用45钢或碳素工具钢,导滑部分可局部或全部淬硬,硬度HRC40~45。
图2.16所示为侧型芯滑块,其工艺路线见表2-11。


网友点评