

粗轧阶段的主要任务是将板坯或扁锭展宽到所需要的宽度并进行大压缩延伸。根据原料条件和产品要求,可以有多种轧制方法供选择。这些方法是全纵轧法、综合轧制法、全横轧制法、角轧-纵轧法。
A 全纵轧法
所谓纵轧就是钢板的延伸方向与原料(钢锭或钢坯)纵轴方向相一致的轧制方法。当原料的宽度稍大于或等于成品钢板的宽度时就可不用展宽轧制,而直接纵轧轧成成品,所以称全纵轧法。全纵轧法由于操作简单所以产量高,轧制钢锭时钢锭头部的缺陷不致扩展到钢板的全长上去。但全纵轧法由于在轧制中(包括在初轧开坯时)轧件始终沿着一个方面延伸,使钢中偏析和夹杂等呈明显的带状分布,带来钢板组织和性能的各向异性,使横向性能(尤其是冲击性能)降低。全纵轧法由于无法用轧制方法调整原料的宽度和钢板组织性能的各向异性,因此在实际生产中用得并不多。
B 综合轧制法
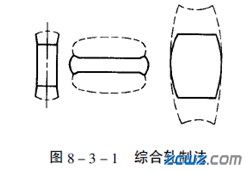
综合轧制法即横轧- 纵轧法。所谓横轧即是钢板的延伸方向与原料的纵轴方向相垂直的轧制(见图8-3-1)。综合轧制法,一般分为三步;首先纵轧1~2道次平整板坯,称为成形轧制;然后转900进行横轧展宽,使板坯的宽度延伸到所需的板宽,称为展宽轧制;最后再转900进行纵轧成材,称为延伸轧制。综合轧制法是生产中厚板中最常用的方法。其优点是:板坯宽度不受钢板宽度的限制,可以根据原料情况任意选择,比较灵活,由于轧件在横向有一定的延伸,改善了钢板的横向性能。通常连铸坯的规格尺寸比较少,因此更适合采用综合
轧制法。但此法在操作中从原料到横轧、从横轧到纵轧,轧件共有两次90旋转,因此使产量有所降低,并易使钢板成桶形,增加切边损失,降低成材率。此外由于板坯横向延伸率还不大,使钢板组织性能各向异性改善还不够明显,横向性能仍然容易偏低。
C 全横轧法
全横轧法即将板坯进行横轧直至轧成成品。此法只能用于板坯长度大于或等于钢板宽度时。当用连铸板坯作原料时,采用全横轧法与采用全纵轧法一样会造成钢板组织性能明显的各向异性。但如果用初轧板坯作原料,那么由于初轧时轧件的延伸方向与厚板轧制时的延伸方向相垂直,因而大大地改善钢板的各向异性,显著改善钢板的横向性能。为使钢板性能较为均匀,应该在由钢锭算起的总变形中使其纵向和横向的压下率相等。根据这一原则就可以确定中厚板轧制所需的板坯厚度。即从H0/h1=h1+h1的原则出发选择板坯厚度,h1=(H0h2)1/2
(式中H0为钢锭平均厚度;h1为板坯厚度;h2为钢板厚度)。此外全横轧法比综合轧制法可以得到更整齐的边部,钢板不易成桶形(见图8-3-2),因而减少了切损。还由于全横轧法比综合轧制法减少一次转钢时间,使产量有所提高。因此全横轧法经常用于以初轧坯为原料的中厚板生产。但由于受到钢坯长度规格数量的限制,调整钢板宽度的灵活性小。

D 角轧—纵轧法
所谓角轧就是将轧件纵轴与轧辊轴线成一定角度送入轧辊进行轧制的方法(见8-3-3)。其送入角在150~450范围内变化,每一对角线轧制1~2 道后即更换到另一对角线进行轧制。轧件在角轧时每轧一道都会使轧件在原宽度方向得到一定延伸而使宽度加大,同时轧件会变成平行四边形。当轧件转向另一对角线轧制时,轧件宽度继续加大,而轧件从平行四边形回到矩形。轧件每轧制一道其轧后宽度可按下式求出:
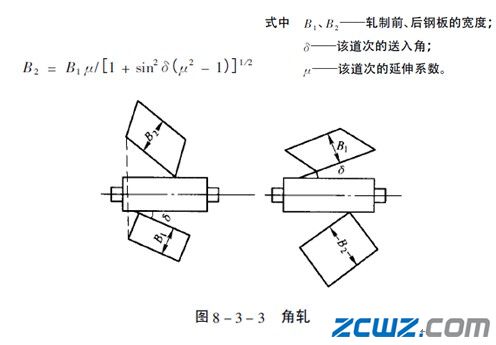
角轧的优点是可以改善咬入条件、减少咬入时产生的巨大冲击力,而且角轧时轧件和轧辊的接触宽度小于横轧,因而也使轧制压力减少,从而改善了板形,提高了产量。对于过窄的板坯采用角轧法可以防止轧件在导板上“横搁”。角轧—纵轧法由于使轧件在纵、横两个方向上都得到变形,因而能改善轧件的各向异性。缺点是需要拨钢,因而使轧制周期延长,降低了产量,而且送入角及钢板形状难以控制,使切损增大,成材率降低,劳动强度大,操作复杂,难以实现自动化。因此角轧—纵轧法只用在用钢锭作原料的三辊劳特式轧机上。

网友点评