

1、Ⅰ轴的装配与调整
轴Ⅰ是由带轮直接驱动的,它装有能实现正转,反转运动的两套齿轮。通过操纵手柄拉动拉杆,带动花键套分别压紧正,反两侧摩擦片而实现正,反转。所以轴Ⅰ也是离合器。装在轴Ⅰ上的偏心套通过曲柄带动柱塞泵使箱内关键部位得到润滑。轴Ⅰ的结构见图 1-1。
因为轴Ⅰ上的零件较多,装配也较麻烦,所以将轴Ⅰ装配好后,再在总装配时装入主轴箱。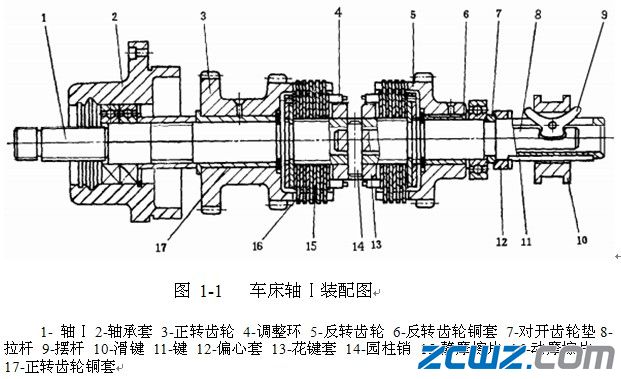
(1)、准备工作:装配前,将所有零件清除毛刺和机加工工序留下的翻边;修正运输过程中的磕碰痕迹;对轴中间花键部位倒角时要细心,防止损伤外圆定位面及两端轴颈。对于花键套要先进行试装,具体方法请参看键联接一节。修整时要注意花键套销孔的位置,要与轴上的开口对正。挡片 2 也要进行试装,厚度要适当,以恰好刚能在槽中转动为最佳,见图 2-2a,如果过厚,可在磨床上磨削。挡片 1 和 2 装到正确位置后(见图 1-2b)用画线针通过挡片 2 画出挡片 1 上的相应孔。拆下后钻孔并配以略带过盈的圆柱销 3。总之,要使挡片 1 和2 并通过圆柱销 3 使它们与轴牢固连接,然后卸下右侧的一组挡片待装。
(2)、装配:参照图 1-1,齿轮 3 在装配前要仔细测量,铜套 17 和轴颈是相对静止的。一般采用加热法加热铜套 17,使之冷却后与齿轮 3 之间有间隙。

装配时先将齿轮 3 套入轴,然后用加热槽加热铜套,也可以使用喷灯加热,但要注意不要过热而使铜套析出锡。用干静的布手套将其装入轴与齿轮之间。若装入一半或一半多的时候产生阻力,可迅速将事先准备好的木棒用手锤敲打,使铜
套到位。冷缩后,齿轮 3 要转动灵活而间隙适当。反转齿轮 5 的铜套 6 可以先装(也采用加热法),然后再装上齿轮 5。齿轮 5 和齿轮 3 上的油孔要与铜套的环形油槽对正,以保正润滑。
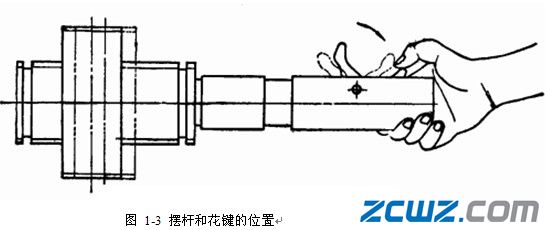
按照图纸的要求依次装上轴承、对开定位垫 7 和偏心套 12 以及拉杆 8、圆柱销 14 和摆杆 9,摆杆 9 放正放平时,花键套 13 应在中间位置,见图 2-3,当用大母指压下摆杆一肩时,相应的齿轮不能用手转动,用大拇指交替压下摆杆的两肩时,手感轻快,花键套也不能左右灵活摆动,见图 2-3。定位件 11 的作用:一个是给滑套 10 导向,二是对偏心套 12 定位。键的形状可以作成图 2-4的形状,利用键的台肩顶住偏心套,装配键时,用大拇指顶住偏心套,用铜棒将键轻轻敲入。滑套的键用插床加工的,所以它与摆杆的接触是线接触,用锉削配以着色法修整其接触面,使之成是为面接触。修整合格后将这两件拆下,对接触部分(包括摆杆与拉杆的两对接触部分)进行淬火处理,以增加表面硬度及耐磨性。由于轴承套 2(图 1-1)内的两个轴承润滑条件较差,装配前,可以先加入普通润滑用黄油,加入量不用太多,一般控制在整个间隙的 2/3 即可。
(3)、检查调整和清洗:各部分零件装配完以后,要逐个工件进行检查,发现有在装配时磕碰的伤痕要及时修。对于图 1-1 中调整环 4 的位置,请参看图 1-5,如果在摩擦片调整正确后,定位销的位置是图 1-5a 所示就是正确的,图中的 b 和 c 的位置不正确。如果不是调整的问题,对于 b 图,应该加入摩擦片。对于 c 图,应该去掉一组摩擦片。对于 b 图和 c 图,并不是根本不能工作,只是已

经无法调整罢了。最后将整个轴Ⅰ仔细清洗,如果不是立刻进行装配,最好将其放入带盖的零件箱内,或用干净的废图纸将其包严,以免尘土进入
2、主轴的装配与调整
(1)、主轴的装配与调整
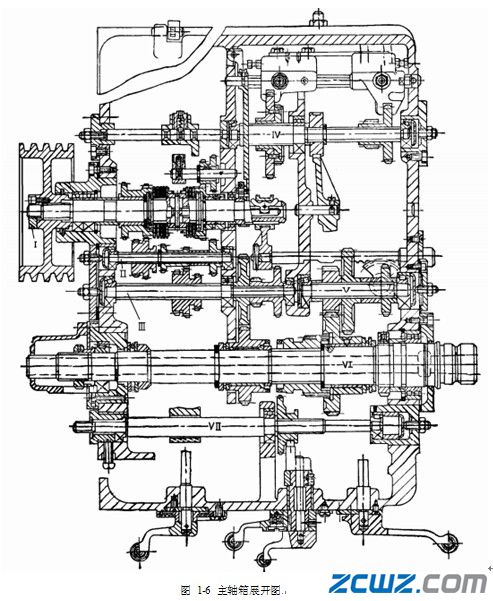
主轴的装配图见图 1-6,其中两只斜齿轮前面已经谈到要进行试装,两只调整锁母也要试装。小斜齿轮的垫,可以在不装入箱体之前测量出。为了使两只斜齿轮能够与轴 III 和轴 V 上的两只斜齿轮达到正确地啮合,可以将除齿轮之外的所有零件都装上。利用调整垫 1、2、3 的厚度变化使两只斜齿轮正确啮合。卸下主轴,按测定的三个调整垫圈的厚度重新选配合适的垫圈,或将三个垫圈按测定尺寸修磨后,就可以装配了。

①、当主轴逐渐装入箱体时,齿轮会一个个地跨过轴台肩。当跨越台肩时,双手应将齿轮拿起,克服自重,决不能生拉硬撞,更不能使用撬棍一类工具拔动。这样会使齿轮铜套造成严重后果。②、各个调整垫圈的两侧是工作面,除了机加工要保证它的两侧平行度外,钳工在装配前后也要保证其两侧面不磕伤碰伤。③、弹簧卡子在移动过程中不要用旋具撬,手锤砸,这样会损伤轴的表面,要照图 2-8 的方法移动弹簧卡子,(右手持弹簧钳子,将卡子张开,沿径向向左手方向推,左手食指、中指、无名指抠住卡子,两手同时动作,使卡子本身所在平面在移动中,始终垂直于轴线)。在主轴的清理和试装中,千万不能见角就倒角。弹簧卡子的槽端面是工作面,本来就不深,若倒角,极有可能使卡子失去作用。④、装配前,可以先将轴承 3182120、调整垫圈 6、调整垫圈 5、垫 4 和推力轴承等件装在主轴上。花键齿轮 11 的滑块可先装在拨叉上。装配过程中可借助吊车使轴在装配过程中始终保持在中心位置。当轴承 3182120 的第一排滚柱进入滚道时,可采用滚动轴承装配所示方法进行装配。装配完毕,可先调整后轴承 7514,再调整前轴承。前轴承的调整仍可参看本文前述方法。调整正确后,使用加力杆将锁母 5 和 17 的紧定螺钉旋紧。⑤、前轴承端盖也要做密封处理,注意端盖的内侧有一回油槽,装配时回油槽对准箱体回油,紧固所有螺栓后,才能对轴 VII 进行调整。
3、主轴箱的装配与调整
(1)、主轴箱的装配与调整
首先对主轴箱体进行清理,对机加工工序残留的铁屑和锈件残砂进行清除。清除后,箱体内壁涂以黄漆,并用棉纱擦去不慎涂在轴承孔上的漆。
将所有零件逐一进行核对,分类清查数目。它包括轴承、弹簧卡、弹簧和紧固零件等。对零件分类进行再加工,花键轴及相应的齿轮要全部经过试装。手柄孔与轴试装后,可以在箱体上。齿轮上的铜套,尤其是主轴上两只斜齿轮的铜套先要进行测量,确认合格后
可以按照图的方法装配。装配时,要注意齿轮上的油孔,要使其与铜套内孔拉制的油槽对正,以便配后油孔通过油槽。轴 I 下面反转齿轮可以将铜套装入后,用小轴试配。铜套可以用活铰刀调整,每次调整量不能太大,如果用轴试一试,能进去一部分,还有些紧,可以不调整铰刀直径,再铰一次就可以了。由于主轴的大斜齿轮直径较大,线速度很高,所以在装入铜套后应与主轴试配,使之与主轴有一定的间隙,可以采用着色法用曲面刮刀刮削,套在轴颈上扳动时,手感应有一定的间隙。
经过零件之间的试配,零件与箱体的试配等零件的再加工之后,就可以着手进行主轴箱的装配了。
主轴箱的装配,除去轴 I 和主轴外,其余轴的装配不太复杂。主轴箱的装配展开图可参见图 1-6。
将各拨叉手柄装上,扳动应灵活,力要均匀。其装配顺序可以这样处理:操作者站在手柄外侧面对主轴箱自箱底向上装,由远及近装。待各辅助件装配完后,即可进行各变速轴及拨叉轴的装配。每根轴装完后,即要进行调整,因 II轴和 III 轴同使用一只端盖。两轴装完后,将 III 轴齿轮拨至空档来调整这两根轴。调整盖的调整螺钉应先退出,按照调整盖的形状用干净的废图纸做一垫,双面均涂薄而匀的密封胶,然后将所有紧固螺钉旋紧。轴承间隙调整的方法是:一手用内六方扳手调整调节螺钉,另一只手拉动齿轮,使齿轮旋转,直至用中等力度转动齿轮,撤去力后齿轮只转动一周左右即可。然后用活动扳手调节螺钉的锁母锁紧。擦去被挤出的密封胶。然后按前文提到的组件方法将主轴装入箱体。
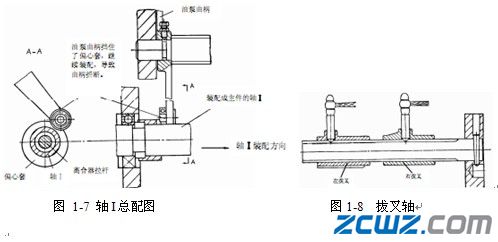
主轴装完后,就可以装入轴 I 了,将其正转摩擦片调至最松,即摆杆能顺利越过滑套并将滑套预先放在箱体拨叉上。如果这时轴 IV 上方的拨叉轴已经装完,则轴 I 的偏心套碰到,曲柄时,若盲目再装进轴 I 会使曲柄折断。见图 2-7,用手拉开曲柄,使轴 1 顺利到位后再松开手放开曲柄。
调整转速,将带有盘状凸轮的支架提起,从轴 I 依次到轴 IV 和轴 V 均是大齿轮带动小齿轮。将转速盘手柄转动,将 1200 r/min 对准在速度显示框内,若均为小齿轮带动大齿轮,则将 12 r /min 对准速度显示框。压下支架,紧上螺栓,复核一下。
齿轮啮合位置的确定及调整:对于轴 IV 上的两只双联齿轮,可将它的啮合
位置确定后,在拨叉轴上通过拨叉用专用样冲(即它的外径等于螺纹底孔直径)
冲一个样冲孔。四个样冲孔都确定后,卸下拨叉轴,用钻头划一下并作淬火处
理,见图 1-8。轴 I 的双联齿轮啮合不正确,可以调整带轮的锁母,使轴 I 本身作轴向位移达到正确啮合。轴 III 上的三联齿轮若偏左或偏右,可调整轴 IV 的

网友点评