

轧机轴承的使用寿命,不仅与轴承的质量有关,还与其安装使用的情况有密切关系。为此应重视轴承安装的技术要求,遵守有关的操作规程。
1、安装前的准备
(1)安装之前应对各配合作,包括辊颈、轴承箱、轴承套圈和轴承箱盖板等的配合表面进行仔细检查,检查其尺寸、形状位置精度和配合公叉是否符合设计的技术要求。
(2)与轴承相配合的表面,辊颈、轴承箱孔及油孔的棱边和毛刺都必须清除掉,并清洗干净涂上润滑油。
2、四列圆柱滚子轴承的安装
(1)安装迷宫环(防水套)
迷宫环与辊颈的配合一般为较紧的动配合,安装时需用铜棒轻轻敲进。迷宫环的两瑞面必须平行并与轴身台肩和轴承内圈紧密贴合。
(2)安装内圈
四列圆柱滋子轴承的内圈与辊颈的配合为过盈配合,安装时应先将内圈加热到 90-100 ℃ 。切勿超过 120 ℃ ,以防止内圈冷却后回缩不彻底。加热方法可用油槽加热也可用感应加热,绝对禁止用明火加热。
用油槽加热时内径的增大量按下列公式计算:
△d =12.5×10△t.d
式中: △d --内圈内径加热后的增大量(mm)
△t --油温与室温之差(℃),室温标准为20 ℃ 。
d--内圈内径(mm)
在安装 FCD 型等双内圈时,在内圈冷却的过程中必须沿轴向使内圈与内圈,内圈与迷宫环的端面靠贴,并用塞尺进行检验。
(3)安装外圈
四列圆柱滚子轴承的外圈与轴承座内孔一般为过渡配合,对于较小型的轴承,可将外圈及滚子与保持架所组成的整体用铜棒轻轻敲入轴承座内。对于较大型的轴承,可利用外圈或保持架上备有的吊装孔,将外圈与外圈组件吊起,垂直向下装入轴承箱。
对于带活挡边的 FCDP 型四列圆柱滚子轴承,其边挡圈、外圈组件、中挡圈,同一型号的轴承不宜互换。
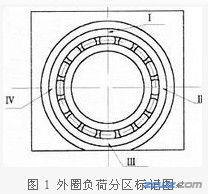
外圈端面上打有 Ⅰ 、 Ⅱ 、 Ⅲ 、 Ⅳ 标记是负荷区的记号 ( 见图 1) 。当首次安装使用时,要让轧制负荷方向对准第 Ⅰ 标记记号,以后清洗再装时可让轧制负荷依次对准其余的标记记号,以延长轴承使用寿命。
3、止推(定位)轴承的安装
止推轴承有四点接角球轴承、双列(单列)角接角球轴承,双向推力圆锥和圆柱滚子轴承四点接角球轴承、双(单)列角接触球轴承用作止推轴承时,
不准在径向承受负荷,故轴承座内孔相对应于装配这些轴承的部位,其直径必须比轴承外径大 0.5 毫米左右。或辊径小于轴承内径 0.5 毫米左右。 对于四点接触球轴承,安装时切勿将同一型号的分离圈进行互换、以防止改变出厂时的轴向游隙。双向推力圆锥滚子或双向推力圆柱滚子轴承的中隔圈子,同一型号的轴承切勿互换,以防止改变出厂时的轴向游隙。 止推轴承内圈的端面安装时必须压紧,并且轴向要锁住。以避免其在辊颈上相对转动,造成辊颈配合面的磨损、烧伤。
制动轧辊轴向力轴承使用时是通过两件轴承箱进行轴向定位,并调整轴向游隙。在安装轴承箱时,应确保该轴承内外圈与主轴承的内外圈贴紧。当在机架轴向固定两侧轴承箱时,要注意消除在往机架导入两侧轴承箱的过程中会产生的轴承箱向轴端方向的轴向窜动。
(4)四列圆锥滚子轴承的安装
四列圆锥滚子轴承内圈与辊颈的配合一般是带间隙的,安装时先将轴承装入轴承箱,然后把轴承箱装入轴颈。四列圆锥滚子轴承外圈与轴承箱孔亦采用动

配合,先将外圈 A 装入轴承箱 ( 见图 2) 。出厂时在外圈、内圈以及内外隔圈均印有字符符号,安装时必须按字符符号的排列顺序依次装入轴承箱。不可任意互换,以防止轴承游隙的改变。
全部零件都装入轴承箱后,将内圈与内隔圈、外圈与外隔圈轴向靠紧。 测量外圈端面与轴承箱盖板之间的缝隙宽度,以确定相应密封垫片的厚度。


网友点评