

中轧车间是莱钢特殊钢厂主要棒材生产车间,其热锯机为热轧圆钢的关键设备。由于热锯机故障率高,成为制约轧钢生产的瓶颈。
一、问题的提出
热锯机主轴轴承润滑方式原采用50#机械油油池油浴润滑,机械油对轴承润滑效果良好,但漏油严重,每个生产班次均需向主轴箱内加入一桶(12kg)机油,年耗达12.96t。泄漏机油随锯片冷却水排放,严重污染环境。由于机油泄漏较快,轴承得不到充分润滑而损坏;还时常把主轴箱内机油引燃,导致故障停机。主轴轴承约半月即因润滑不良而损坏,年平均故障停机达20h,成为制约生产的顽症。
二、技术研究及措施
1.找漏油原因
主轴箱结构示意图见图1。漏油有两种主要途径:
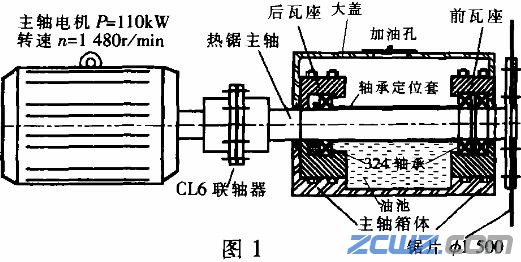
(1)一部分机油沿轴封处泄漏。热锯锯钢工作过程为周期性往复急回运动,使主轴箱内机油油位波浪运动,且波幅较大,导致机油沿轴封缝隙泄漏。
(2)另一部分机油从主轴箱体砂眼、气孔及裂纹等处渗漏。按常规办法加强轴头密封及对箱体缺陷处多次焊补,均无明显效果。
2.技术分析
热锯锯钢时,轴承副承受巨大的瞬时冲击负荷,冲击负荷会在瞬时形成极大的压强,且往复与间歇运动对油膜形成不利。主轴箱在热钢持续烘烤下成为高温区,使机械油温度升高而导致粘度变低,在一定程度上影响轴承使用寿命。根据理论分析计算,主轴轴承可采用干油润滑,同时也可简化轴承润滑装置和密封装置结构。干油润滑可用在高压、较高温度下工作的摩擦表面,而且可以润滑具有变动负荷、振动和冲击的机械摩擦副。MoS2锂基脂润滑特性为耐水、耐寒、耐高温,化学安定性好,滴点170℃,针入度375(1/10)mm。同时,MoS2锂基脂有较低的摩擦系数和很好的吸附与楔入能力,粘度大且很软,在轴承受冲击负荷时较机油更易形成油膜。经研究选用燕化集团天津润滑油脂有限公司生产的“津脂”牌MoS2极压锂基脂。
3.技术措施(见图2)
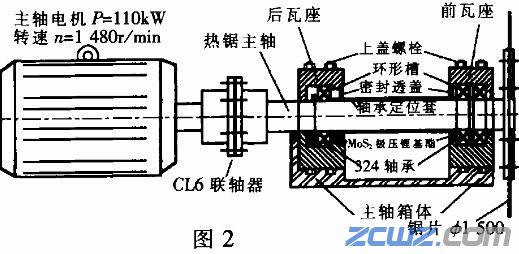
(1)在两轴承座设有透盖的一侧加工环形槽,便于和轴承透盖配合安装定位。
(2)把加工好的两轴承座一侧透盖在主轴装配时装到轴上。
(3)把装配完好的热锯主轴吊装到位,使对应轴承卡入相应两轴承座内,把两轴承透盖卡入座内环形槽中。
(4)轴承座内加入适量MoS2极压锂基脂,使轴承滚动体及保持架充满,然后盖好轴承座上盖,把螺丝紧固。
(5)把原用主轴箱大盖去掉,便于观察点检及紧固螺丝等。初步计算润滑脂更换时间可达240天。
主轴轴承润滑改用MoS2极压锂基脂后,座体上盖温度(夏天)可稳定在50℃。主轴运行非常平稳。使用到8个月仍未损坏,为了不造成故障停机,暂定为8个月更换新轴承及润滑脂。同时简化了轴承密封结构,便于检查维护。

网友点评