

将包容件加热到需要温度的方法应按现场条件、被加热件尺寸、数量和要求进行选择。
一般的加热方法有:固体燃料加热,热浸加热,氧-乙炔焰加热、喷灯加热、电加热等。如条件许可,可在专用炉(如火焰加热炉和盐浴炉、电阻炉等各种电加热炉)内加热。当工地现场条件不允许时,可砌一简易的炉子,并用木柴、焦炭等固体燃料,进行加热。如条件许可,也可用煤气、液体燃料进行喷燃。
热浸加热通常只用于尺寸较小的联轴节(内径在100mm以下),方法简便,加热均匀。
氧-乙炔焰加热法用于加热小的机件或较大机件的局部时,方法简便,但要求较熟练的技术,以防过热而烧坏机件。
对于大型联轴器,也可采用多台氧-乙炔焰加热和喷灯加热联合使用,效果很好。
电加热法虽属较好的加热方法,但因需要专用设备,限制了它在安装工地现场的使用,但电感应加热法,还是可以考虑选用。
在安装工地现场对大、中型联轴节采用的电感应加热法是在感应线圈中通人工作频率(50Hz)、低电压和大电流。
在相同条件和同一材料时,电流频率f和电流透人深度δ成反比。现在希望δ大,因此不采用中频(500~10000Hz)和高频(105~106Hz),而采用工作频率(50Hz)。
低压、大电流可使交变涡流和磁滞损失增强,发热增加。通常采用的电压有380V和220V。
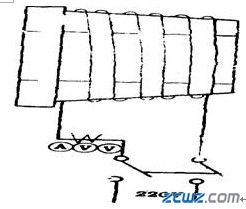
用220V电压时,只要下图所示,将线圈绕在工件表面,绕得密些,绕不下时,可绕多层(各层间串联绕制方向应相反,使总磁通同向),以减少匝间距离,提高加热速度和均匀性。线圈匝数可按要求的磁场强度H,通过公式H=4πWI(圆柱多匝螺旋形感应器)求出。
根据施工经验,不论联轴节大小,每1V电压用1.3m、38㎜2的导线可以了,那么如用220V电压来加热联轴节,需用38㎜2的导线300m左右。

网友点评