

1.感应加热表面淬火
定义:是采用一定方法使工件表面产生一定频率的感应电流,将零件表面迅速加热,然后迅速淬火冷却的一种热处理操作方法。
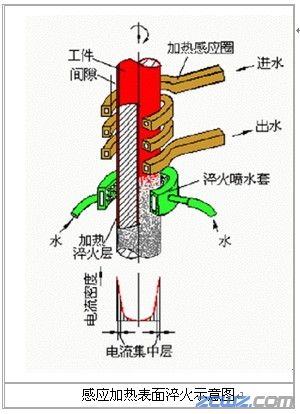
原理:如图所示,电磁感应产生同频率的感应电流即涡流。涡流在工件截面上的分布是不均匀的,心部几乎等于零,而表面电流密度极大,称为“集肤效应”,频率愈高,电流密度极大的表面层愈薄。依靠这种电流和工件本身的电阻,使工件表面迅速加热到淬火温度,而心部温度仍接近室温,然后立即喷水冷却,使工件表面淬硬。
分类:感应加热可分为三类:
(1)高频加热
常用频率为(200~300)KHZ,淬硬层深度为(0.5~2.5)mm。
(2)中频加热
常用频率为(2500~8000)HZ,淬硬层深度为(2~10)mm。
(3)工频加热
电流频率为50HZ,不需要频设备,城市用交流电即可,硬层深度为(10~20)mm以上,城市用交流电即。
优缺点:感应加热表面淬火加热速度快,生产率高,加热温度和淬硬层深度容易控制,钢球表面氧化和脱碳少,钢球变形小,可以使全部淬火过程实现机械化、自动化。
2感应表面淬火后的性能
1.表面硬度:经高、中频感应加热表面淬火的工件,其表面硬度往往比普通淬火高 2~3 个单位(HRC)。
2.耐磨性:高频淬火后的工件耐磨性比普通淬火要高。这主要是由于淬硬层马氏体晶粒细小,碳化物弥散度高,以及硬度比较高,表面的高的压应力等综合的结果。
3.疲劳强度:高、中频表面淬火使疲劳强度大为提高,缺口敏感性下降。对同样材料的工件,硬化层深度在一定范围内,随硬化层深度增加而疲劳强度增加,但硬化层深度过深时表层是压应力,因而硬化层深度增打疲劳强度反而下降,并使工件脆性增加。一般硬化层深δ=(10~20)%D。较为合适,其中D为工件的有效直径。
2.化学热处理
渗碳:渗碳是指使碳原子渗入到钢表面层的过程。也是使低碳钢的工件具有高碳钢的表面层,再经过淬火和低温回火,使工件的表面层具有高硬度和耐磨性,而工件的中心部分仍然保持着低碳钢的韧性和塑性。

网友点评