

近年来,对薄镀锌板的需要量不断增加,使电镀锌板生产技术得到迅速的发展。
2030mm连续电镀锌机组的年产量为15万t,机组组成如图1-6所示。
2030mm连续电镀锌机组的主要产品有单面镀锌板、双面镀锌板及差厚镀锌板等各种类型的锌板。其主要指标为:
板厚:0.5-2.5mm、宽度900-1550mm;
镀层的厚度:双面镀时为3-40g/m2,差厚镀锌时镀层厚度可在此范围内调整,单面镀时锌层厚度可达80g/m2。
连续电镀锌的主要工艺流程为:清洗一电镀一后处理。
(1)清洗。清洗过程主要包括脱脂、酸洗、刷洗等。脱脂又分化学脱脂和电解脱脂。化学脱脂,使用NaOH、NaC03、NaP04等药品对动、植物油起皂化作用,对矿物油起乳化作用。
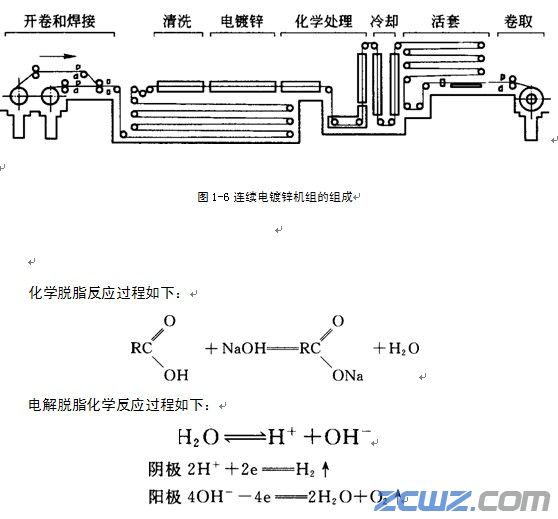
溶液温度70~80℃,温度高可提高反应速度。
酸洗的目的是去除氧化铁皮。酸液可采用盐酸或硫酸,图1-6所示机组采用硫酸溶液。酸洗的化学反应过程如下:
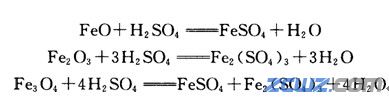
酸洗条件:硫酸的质量分数一般为5%-10%;温度60-90℃。
(2)电镀。2030mm连续电镀锌机组采用喷射式不溶性阳极电镀槽。将卧式槽增加喷射电镀液的集流管,可溶性锌阳极改为不溶性Pb-Sn合金阳极,其结构如图1-7所示。
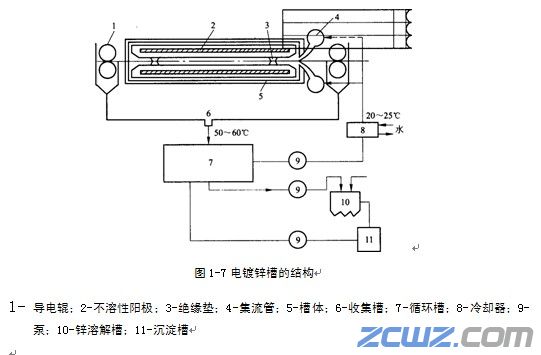
电镀槽由外槽、内槽、不溶性阳极、导电辊、边缘罩、支持辊绝缘垫和电解液循环系统组成。
喷射式不溶性阳极电镀锌是采用硫酸锌作为电解液,硫酸锌在水中电离,其化学反应过程如下:

在阴极带利表面,锌离子获得两个电于被还原成锌而沉积在带钢表面,使带钢表面镀上一层很薄的锌层。在电解液中,由于锌离子不断沉积到带钢表面,这样,溶液中锌离子不断减少。在可溶性阳极是采用锌板做阳极,锌阳极失去两个电子变成锌离子而溶解到电解液中,即
另外,电流密度为30A/dm2,温度为室温。镀锌量的控制是根据法拉第定律进行的,并可推导出下面公式:
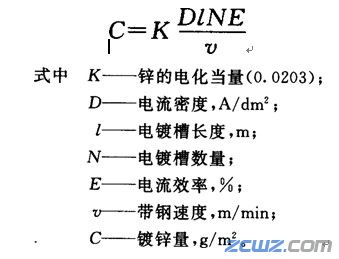
根据上式得出如下结论:电镀锌的镀锌量与电流密度、电解槽长度和数目成正比;与带钢的线速度成反比。
根据上式,可以指导我们在电镀生产中确定合理的工艺速度。
喷射式不溶性阳极电镀锌作业线,有9个电解槽,电流总计为198kA,槽长为1.5m。这样,可以根据生产不同宽度的带钢和不同厚度的镀锌量来确定机组适当的运行速度(工艺段速度为15-90m/min)。
另外,喷射式不溶性阳极电镀法很容易得到单面镀锌钢板。除控制电源有单面阳极外,还可控制喷射液,使不镀锌的那面不喷液,这样便可较完美地做到单面镀层。
(3)后处理。电镀锌后处理的主要目的是改善镀锌板表面的涂漆性能和抗腐蚀性能,以延长电镀锌板使用寿命。电镀锌的后处理包括:
1)活化处理和磷化处理。磷化处理就是使电镀锌板的表面生成一层极薄的凹凸不平的磷化层结晶,对涂漆性能有所改善,但是,表面的磷化层结晶很不均匀。为了使磷化层的结晶细小而均匀,在磷化处理之前先进行活化处理。活化处理就是使电镀锌板表面形成小的结晶核。这样磷化时,磷化层就在这些小结晶核上形成磷化层,从而形成细小而均匀的磷化层,其厚度为1.O-2.0g/m2。活化处理采用胶体磷酸钛溶液,温度为30-60℃,时间为1-2s即可。磷化处理采用磷酸二氢锌+有机磷(磷酸淀粉),温度为60℃,时间为5-6s。
2)密封处理和铬化处理。将磷化膜内凹处用镀层封闭以提高抗腐蚀性,采用稀铬酸,温度为45℃,处理时间约为3s。作密封处理时铬酸的质量浓度为0.12g/L。经密封处理的锌表面形成一层极薄的钝化膜。如果需进一步提高抗蚀性,则可对磷化处理后的锌板进行铬化处理。铬化处理所用的溶液成分与密封处理所用的溶液成分相同,只是各成分的浓度不同。铬化处理时铬酸的质量浓度为lOg/L,处理时间约为5s,温度为25-35℃。铬化处理后的锌板表面形成的钝化膜厚度为15-40mg/m2,对钢板有良好的保护作用。

网友点评